| 展望未來 真抓實干 奮勇前進 |
|
搜索關鍵詞-找你想知道的
產品分類
【掃一掃】加我微信
 在線客服
工作時間 周一至周五 :8:00-17:00 周六至周六 :8:30-11:30 聯系方式 聯系人:鄒經理 電 ?話:13697660608(微信) Q ??Q:19090 29797 郵 ?箱:jon@jingshuncheng.com 地 ?址:中國 山東 青島 即墨 |
行業知識
鋁合金壓鑄件檢驗標準 二維碼
3029

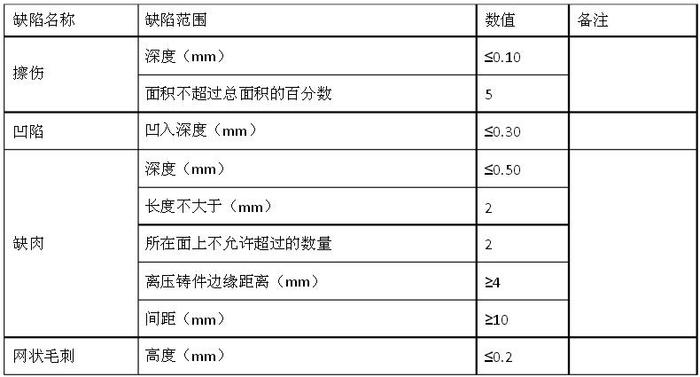
1.范圍 本標準規定了鋁合金壓鑄件的技術要求、試驗方法及檢驗規則等,主機廠和供應商雙方確認的 其他發動機及其附件支架可以參照執行此標準。 本標準僅適用于鋁合金壓鑄件以及主機廠和供應商雙方確認的其他發動機及其附件支架。 2.引用標準 下列標準所包含的條文,通過在本標準中引用而構成本標準的條文。本標準出版時, 所示版本均為有效。所有標準都會被修訂,使用本標準的各方應探討使用下列標準最新版本的可能性。 GB/T1182形狀和位置公差.通則.定義.符號.和圖樣表示法 GB2828逐批檢查計數抽樣程序及抽樣表(適用于連續批的檢查) GB2829周期檢查計數抽樣程序及抽樣表(適用于生產過程穩定性的檢查)GB/T6060.1表面粗糙度比較樣塊鑄造表面 GB/T6060.4表面粗糙度比較樣塊拋光加工表面 GB/T6060.5表面粗糙度比較樣塊拋(噴)丸,噴沙加工表面GB6414鑄件尺寸公差 GB/T11350鑄件機械加工余量GB/T15114鋁合金壓鑄件GB/T15115壓鑄鋁合金 3.技術要求 3.1化學成分 鋁合金的化學成分應符合GB/T15115的規定。 3.2力學性能 3.2.1當采用壓鑄試樣檢驗時,其力學性能應符合GB/T15115的規定。 3.2.2當采用壓鑄件本體檢驗時,其指定部位切取試樣的力學性能不得低于單鑄試樣的75%。3.3壓鑄件尺寸 3.3.1壓鑄件的幾何形狀和尺寸應符合零件圖樣的規定。3.3.2壓鑄件的尺寸公差應按GB6414的規定執行。 3.3.3壓鑄件有形位公差要求時,可參照GB/T15114;其標注方法按GB/T1182的規定。 3.3.4壓鑄件的尺寸公差不包括鑄造斜度,其不加工表面:包容面以小端為基準,被包容面以大端為基準;待加工表面:包容面以大端為基準,被包容面以小端為基準。3.3.5壓鑄件需要機械加工時,其加工余量按GB/T11350的規定執行。 3.4壓鑄件質量要求 3.4.1壓鑄件應符合零件圖樣的規定。 3.4.2表面質量 3.4.2.1壓鑄件表面粗糙度應符合GB/T6060.1的規定。 3.4.2.2壓鑄件表面不允許有裂紋、欠鑄、疏松、氣泡和任何穿透性缺陷。 表1壓鑄件表面質量要求
3.4.2.4壓鑄件的澆口、飛邊、溢流口、隔皮、頂桿痕跡等應清理干凈。但允許留有痕跡。 3.4.2.5若圖樣無特別規定,有關壓鑄工藝部分的設置,如頂桿位置、分型線的位置、澆口和溢流口位置等由生產廠自行規定。 3.4.2.6壓鑄件需要特殊加工的表面,如拋光、噴丸、鍍鉻、涂覆、陽極氧化、化學氧化等須在圖樣上注明。 3.4.3壓鑄件機加工平面加工后的表面質量 3.4.3.1不允許有影響使用的局部鑄態表皮存在。 3.4.3.2不允許有超過表2規定的孔穴存在。 表2壓鑄件機加工平面允許的孔穴
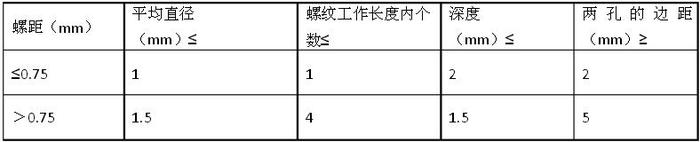
3.4.4壓鑄件機械加工螺紋的表面質量 3.4.4.1壓鑄件機械加工螺紋的頭兩扣不允許有任何缺陷,其余部分螺紋不允許有表3所規定的孔穴缺陷。 表3機械加工螺紋規定的孔穴缺陷范圍
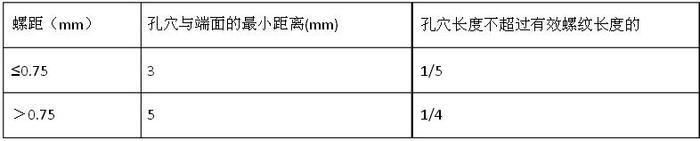
3.4.4.2壓鑄件不鑄底孔加工后的螺紋表面質量見表4的規定。 表4不鑄底孔加工后的螺紋表面質量
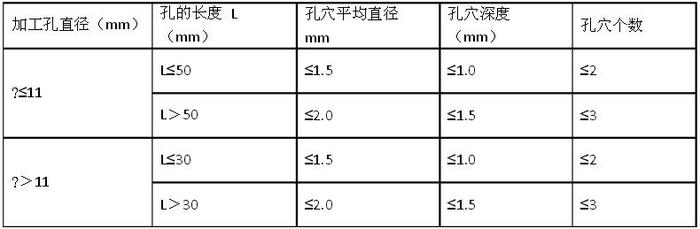
3.4.5壓鑄件機械加工孔加工后表面的孔穴規定范圍見表5。 表5機械加工孔表面的孔穴規定范圍
3.4.5.1當加工孔直徑?≤11mm而L>50mm時,過孔兩端長10mm表面內不允許有孔穴。 3.4.5.2當加工孔直徑?>11mm而L>30mm時,過孔兩端長6mm表面內不允許有孔穴。 3.4.6壓鑄件內部質量 3.4.6.1壓鑄件若能滿足其使用性能要求,則壓鑄件本質缺陷不作為報廢的依據。 3.4.6.2壓鑄件內部不允許有冷隔缺陷。 3.4.6.3壓鑄件內部允許有氣孔、疏孔、夾雜等缺陷,但孔穴缺陷最大直徑不超過壁厚的18,孔穴數量在任何剖面上不超過2個cm2。 3.4.6.4重要壓鑄件的受力部位須進行解剖檢查,符合表6中的規定。
3.4.7其它性能要求應符合GB/T15114的規定。 4試驗方法及檢驗規則 4.1化學成分 4.1.1鋁合金化學成分的檢驗方法,檢驗規則和復檢應符合GB/T15115的規定。 4.1.2化學成分的試樣也可取自壓鑄件,但必須符合GB/T15115的規定。 4.2力學性能 4.2.1力學性能的檢驗方法,檢驗頻率和檢驗規則應符合GB/T15115的規定。 4.2.2采用壓鑄件本體為試樣時,切取部位的尺寸、測試形式由供需雙方商定。 4.3壓鑄件幾何尺寸的檢驗可按檢驗批量抽檢或按GB2828、GB2829的規定進行,檢驗結果應符合本標準3.3的規定。 4.4壓鑄件表面質量的出廠檢驗應逐件檢查,檢驗結果應符合本標準的規定。4.5壓鑄件表面粗糙度按GB/T6060.1的規定執行。 4.6壓鑄件需拋光加工的表面按GB/T6060.4的規定執行。 4.7壓鑄件需噴丸、噴沙加工的表面按GB/T6060.5的規定執行。 4.8壓鑄件內部質量的試驗方法及檢驗規則可以包括:X射線照片、無損探傷試驗、金相圖片和壓鑄件剖面等,其檢驗結果應符合本標準3.4.6的規定。4.9其它試驗方法及檢驗規則按GB/T15114的規定執行。 5壓鑄件的交付、包裝、運輸與儲存 5.1供方應提供需方一份檢驗證明,用來說明每批壓鑄件的檢驗符合本標準的規定。 5.2合格壓鑄件交付時,必須附有檢驗合格證。其上應寫明下列內容:產品名稱、產品號、合金牌號、數量、交付狀態、制造廠名。檢驗合格印記和交付時間。有特殊檢驗項目者,應在檢驗合格證上注明檢驗的條件和結果。 5.3壓鑄件的包裝應牢固,能保證產品在運輸和儲存期的安全和清潔。包裝箱面或標簽上應注明產品名稱、產品號、數量、制造日期及收發單位名稱。 5.4產品應貯存于干燥、通風、無腐蝕性氣體的環境中。 鋁合金壓鑄件-壓鑄廠定制加工-【青島景順誠鋁合金壓鑄廠家】-電話13697660608(微信同號),鋁壓鑄件,設備:630噸、300噸、180噸壓鑄機,廠家直供,價格優惠,質量保證,交期及時,30年鋁合金鑄造老廠,值得信賴。 |