青島景順誠金屬制品有限公司
30年銅、鋁合金鑄造、鍛造老廠—咨詢電話13697660608

| 展望未來 真抓實干 奮勇前進 |
|
搜索關鍵詞-找你想知道的
產品分類
【掃一掃】加我微信
 在線客服
工作時間 周一至周五 :8:00-17:00 周六至周六 :8:30-11:30 聯系方式 聯系人:鄒經理 電 ?話:13697660608(微信) Q ??Q:19090 29797 郵 ?箱:jon@jingshuncheng.com 地 ?址:中國 山東 青島 即墨 |
行業知識
砂型鑄造常見缺陷-裂紋 二維碼
636

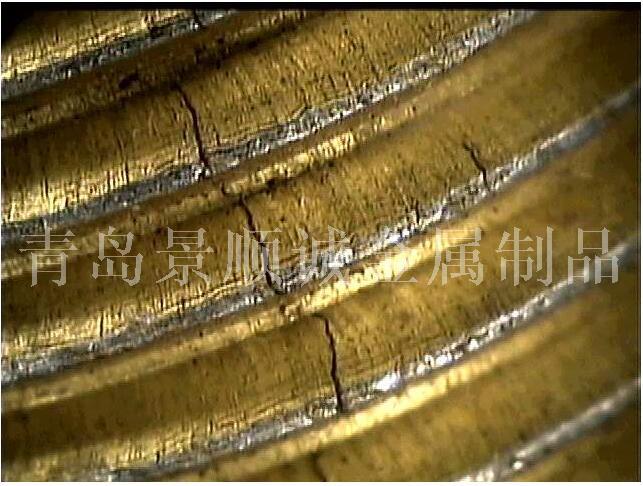
周一上班了,讓景順誠金屬的鑄造工程師繼續為我們分享砂型鑄造常見缺陷——裂紋,也稱之熱裂紋。 裂紋通常是在銅鑄件或鋁鑄件轉角處或厚壁薄壁的交接處,呈條紋狀裂紋。 裂紋的形成原因主要是因為: 1、銅鑄件或鋁鑄件的壁厚不均勻,凝固時收縮不一致; 2、鋁鑄件中含銅量過高,銅鑄件中含磷過高; 3、砂芯或型砂退讓性差; 4、澆鑄溫度過高; 5、鋁合金鋼模澆鑄時尤其注意,含銅量過高的鑄造合金更容易出現裂紋。 要想解決“裂紋”這個鑄造缺陷,我司鑄造工程師給出以下幾點建議: 1、壁厚不均勻的鑄件要合理安排冒口位置,合理不縮,使鑄件收縮均勻; 2、適當控制鑄件的銅含量和磷含量。 3、使用的型砂一定要符合鑄造型砂要求。 4、控制好澆鑄溫度。 5、含銅量高的鋁合金建議客戶不選擇鋼模澆鑄,用砂型澆鑄工藝制作。 裂紋的產生,都發生在銅鑄件或鋁鑄件凝固末期。這時,鑄件溫度較高,容易氧化,故而鑄造熱裂紋的 斷口,必然為氧化色,這是鑄造熱裂紋的一個最為主要的特征。
青島景順誠金屬制品有限公司-電話13697660608(微信同號)-30年傳承山東鋁合金鑄造件廠家,工藝領先,價格美麗,金屬型澆鑄,翻砂木模,重力鋼模,來圖來樣定制加工,廠家直銷。 推薦閱讀:砂型鑄造常見缺陷——偏芯 |